Proper Blade Break-in for Better Cutting Performance
The lifetime of bandsaw blades mainly depends on a controlled break-in. Running a new blade correctly during the initial cutting period helps protect the cutting edge, reduce vibration and improve long-term cutting reliability.
Why Break-in Matters
A new bandsaw blade has very sharp tooth edges. If full cutting speed and feed rate are applied too early, the blade may experience premature tooth damage or reduced service life.
Select the Correct Cutting Speed & Rate
Select the correct speed Vc (m/min) and cutting rate Vz (cm²/min) based on the cutting conditions chart and material application.
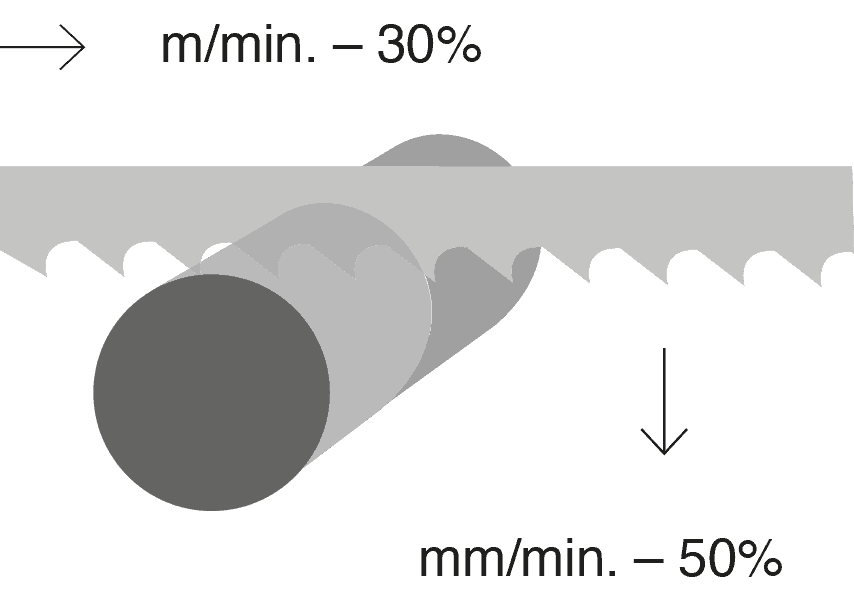
Start with Reduced Speed and Feed
Begin with approximately 70% of the regular cutting speed and 50% of the regular cutting rate during the initial break-in period.
Monitor Vibration and Chip Formation
If vibration occurs, adjust the speed carefully until the vibration stops. Permanent chip formation is important throughout the entire cutting process.
Gradually Increase to Normal Cutting Settings
After cutting approximately 400-600 cm², or at least 15 minutes of real cutting time for tubes and profiles, slowly increase first to the final speed and then to the normal cutting rate.
Important Reminder
Avoid applying full cutting pressure immediately on a new blade. A proper break-in procedure helps prevent premature tooth damage and supports longer blade life.
Need Help with Blade Cutting Settings?
Contact Winsaw for technical guidance on bandsaw blade break-in, cutting speed, feed rate and troubleshooting support.